
摘记:跟着电子封装范围的发展,封装密度不停增大,特征尺寸不停减小,芯片上焊点尺寸越来越小,焊料在电子居品可靠性方面的枢纽性日益突显[1].焊料的互连可靠性径直决定了电子居品的使用寿命,跟着半导体制造中焊点变得越来越密集,电子封装范围关于所使用焊料性能的要求也越来越高。
电子封装范围传统的焊料是锡铅共晶焊料,锡铅共晶焊料以其高超的润湿性、物感性能、力学性能、较高的可靠性而成为畅通器件和印刷电路板的标准焊合材料[2]。但比年来,为了欢乐环保的要求,列国开动碎裂在电子居品中使用铅元素,同期无铅焊料的竖立和照顾也迟缓受到酷好[3].Sn-Ag系钎料合金是现在最有可能代替锡铅钎料的合金[4].Sn-Ag系钎料力学性能高超、可焊性高超、热困乏可靠性高[5].现在,改善焊料性能的神气主淌若合金化,不同体系的合金化对焊料的性能影响宽敞,对焊料熔点、润湿性、力学性能、金属间化合物(intermetalliccompound,IMC)的厚度等齐有影响.国表里无铅钎料的照顾也主要集会在Sn-Ag系列的合金化上.罗庭碧[6]的照顾标明,Sn1.5Ag2.0Zn/Cu焊点有较高的强度,Sn1.5Ag2.0Zn/Cu焊点有较好的塑性,这2种焊点的韧性较好.杨志等[7]的照顾标明,Sb的加入对Sn-Ag系合金熔点下落的影响较小,Ag,Sb在Sn基体中酿成Ag3Sn和SnSb相,具备高超弥漫强化特色,因此使得焊料合金具有较高的机械强度.Gumaan等[8]的照顾标明,在高应变率条款下,0.3%Ni元素的加入使Sn-Ag焊料的力学性能获取权贵普及。
由于熔点和资本高是Sn-Ag系焊料存在的主要问题[9],本文中,笔者针对低银无铅焊料Sn1.0Ag进行合金化,加入Bi元素以缩短焊料的熔点和资本,并照顾Bi元素的添加对Sn1.0Ag焊料性能的影响限定。
1 现实神气
1.1焊料的遐想与制备
采取Sn粒、Ag片、Bi粒按质料分数配成焊料合金Sn1.0AgxBi(x=0,0.5,1.0,2.0,3.0),按质料比1.3∶1.0称取KCl和LiCl无机盐搀杂物看成阴事剂.阴事剂融解后,将其倒入装有合金的坩埚内使其通盘阴事在合金名义,再将坩埚放入SX-5-12型电阻炉内.合金在600℃下保温120min,其间每隔10min搅动一次,保温甘休后,取出坩埚空冷至室温,并用净水冲去名义无机盐,所得铸锭即为方针焊料。
1.2物相分析
经受D8-Advance型X线衍射分析仪对合金进行X线衍射(X-raydiffraction,XRD)物相分析,扫描范围为20°~90°,扫描速率为5°/min。
1.3熔点分析
使用DSC404F3型热分析仪对复合焊料进行熔点分析.每种因素合金于换取部位取3块5~10mg样品,参比物为Al2O3,温度样点网罗区间为25~250℃,升温速率为10℃/min,加热到最高温度保捏1min后降温,完成测试。
1.4润湿性分析
经受焊锡小球均衡法,在SAT-5200TSolderabilityTester型可焊性测试仪上进行润湿性测试.所使用焊料小球的质料为0.2g,铜棒直径为8mm。
1.5拉伸性能分析
使用INSTRON5966型万才智学查考机对加工好的标准样品进行单向静拉伸测试,拉伸速率为0.01mm/s,测试获取焊料合金的拉伸强度和断后伸长率。
1.6IMC描写、厚度分析
在每个因素点焊料合金换取部位剪取4块0.3g焊料,使用TYD-KW600型回流焊炉将焊料焊在1cm×1cm的铜片上酿成高超焊点.再将试样分辨置于150℃电热饱读风干燥箱中老化0,100,200,300h,老化完成后镶样、打磨、抛光,使用60mL无水酒精+30mL去离子水+5mL浓盐酸+2g三氯化铁的腐蚀液进行腐蚀.在型号为PHENOMPW-100-001的扫描电镜下拍照,证据相片测量IMC厚度。
1.7焊点剪切强度分析
将焊料合金与基板经TYD-KW600型回流焊酿成高超畅通,再使用型号为PTR-1101的焊点剪切强度测试仪进行剪切强度测试,剪切速率为0.05mm/s。
2 现实成果与分析
2.1物相分析
图1给出了焊料合金Sn1.0AgxBi(x=0,0.5,1.0,2.0,3.0)的XRD测试成果.可知,Sn1.0Ag焊料由Sn相和Ag3Sn相构成,Sn1.0AgxBi焊料合金的主要因素Sn,Ag元素仍以Ag3Sn相存在,当Bi含量较多时(质料分数3%),Bi以单质相神气析出。
2.2熔点分析
焊料合金Sn1.0AgxBi(x=0,0.5,1.0,2.0,3.0)的熔点测试成果如图2所示.可知,跟着Bi元素添加量的加多,Sn1.0AgxBi焊料熔点缩短,证据Bi的添加普及了焊合工艺兼容性,这与Sn-Bi二元相图反馈的限定一致。
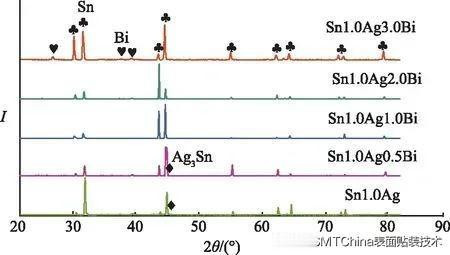
图1 Sn1.0AgxBi(x=0,0.5,1.0,金宝优配2.0,3.0)的XRD测试成果
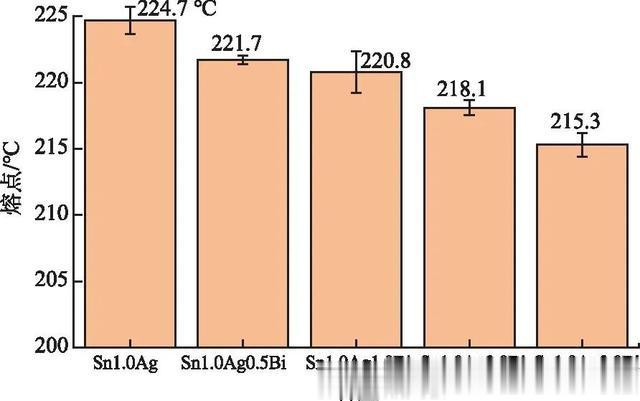
图2 焊料合金Sn1.0AgxBi(x=0,0.5,1.0,2.0,3.0)的熔点测试成果
2.3润湿性分析
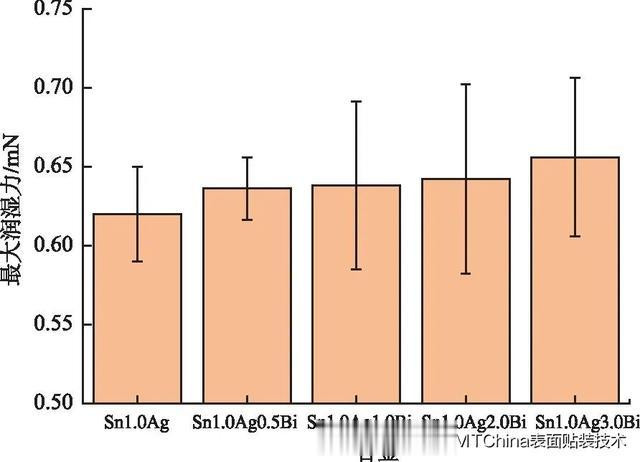
图3 焊料合金Sn1.0AgxBi(x=0,0.5,1.0,2.0,3.0)的润湿性测试成果
焊料合金的润湿性测试成果如图3所示.可知,焊料的润湿性跟着Bi元素添加量的增多而上涨.Bi元素是一种名义活性元素,Bi的加入导致合金的名义能下落,液体原子更容易克服本人的引力趋向于液体名义,使液体名义积扩大,发扬为焊料易于铺展,润湿性能好[10].另外,合金元素在融解温度下的名义张力γ(Sn)=0.55N/m,γ(Ag)=0.88N/m,γ(Cu)=1.35N/m,γ(Bi)=0.39N/m,由此可知,加入Bi不错缩短焊料的名义张力,从而缩短基板与焊料之间的名义能σSL和焊料与空气之间的名义能σLG,证据公式cosθ=(σSG-σSL)/σLG,σSG基本保捏不变,cosθ增大,润湿角θ减小,故润湿性普及。
2.4拉伸性能分析
图4和图5分辨给出了焊料合金Sn1.0AgxBi(x=0,0.5,1.0,2.0,3.0)的抗拉强度和断后伸长率测试成果。
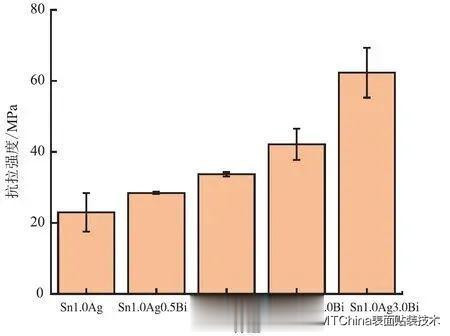
图4 焊料合金Sn1.0AgxBi(x=0,0.5,1.0,2.0,3.0)的抗拉强度
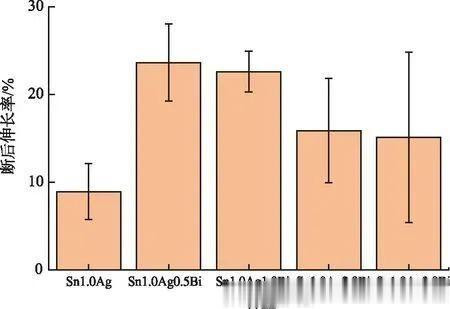
图5 焊料合金Sn1.0AgxBi(x=0,0.5,1.0,2.0,3.0)的断后伸长率
由图4,5可知,跟着Bi元素添加量的增大,焊料合金的抗拉强度增大.未添加Bi元素时抗拉强度为22.95MPa,Sn1.0Ag3.0Bi抗拉强度为62.3MPa,与未添加比较少许添加Bi元素,焊料的塑性有所上涨,但由于Bi属于一种硬脆相,Bi元素添加量增大时合金的断后伸长率缩短、塑性下落。
2.5IMC描写、厚度分析
由背散射扫描电镜拍摄的相片历程剪辑拼合获取图6,给出了150℃不同老化技能下回流样品的IMC描写。
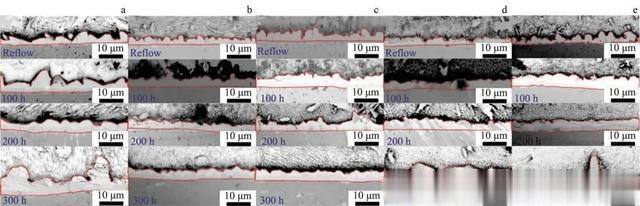
a.Sn1.0Ag; b.Sn1.0Ag0.5Bi; c.Sn1.0Ag1.0Bi; d.Sn1.0Ag2.0Bi; e.Sn1.0Ag3.0Bi.
图6 150℃,不同老化技能,回流样品的IMC描写
如图6所示,跟着老化技能的延迟,界面IMC由起首回流时的笋钉状迟缓变得缓慢.其原因是,由于Cu原子在热老化条款下扩散通谈长度不一致导致界面处不同位置Cu原子含量不同,带来不同位置IMC助长速率的不同[11]。
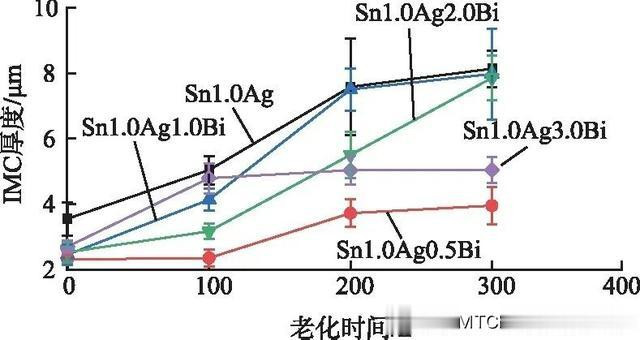
图7 Sn1.0AgxBi焊料不同热老化技能下的IMC厚度弧线
图7给出了不同老化技能添加不同质料分数Bi的焊料IMC厚度的变化弧线.可知,未添加Bi元素的焊料Sn1.0Ag在不同热老化技能下IMC厚度均为最大值,添加了Bi元素后,IMC厚度在各个热老化技能下均减小,由此可知,Bi元素的加入不错阻止热老化条款下IMC的过度助长.其中,Sn1.0Ag0.5Bi的IMC厚度在各个技能下均为最小值,抗热老化性能最好.Bi元素能阻止IMC过度助长的原因不错合计是,弥漫分散在焊料中的Bi元素在回流时吸附在IMC层名义,起到了不容原子扩散的作用,从而达到了阻止IMC助长的办法。
2.6焊点剪切强度分析
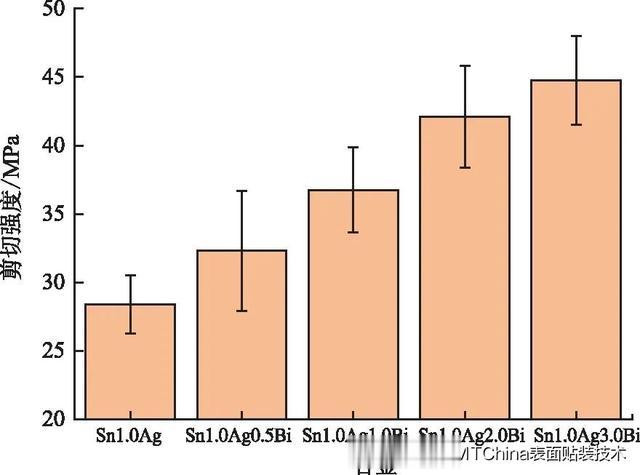
图8 Sn1.0AgxBi焊料焊点的剪切强度
由接合强度测试仪剪切性能测试成果缱绻得出焊点的剪切强度,成果如图8所示.可知,跟着Bi元素添加量的增大,焊点的剪切强度也变大.Sn1.0Ag焊点剪切强度为28.39MPa,Sn1.0Ag3.0Bi焊料剪切强度为44.75MPa,添加Bi后剪切强度获取普及.Bi元素在β-Sn中有一定的固溶度,少许添加对焊料起到固溶强化的作用,添加量加多时,Bi元素以单质神气析出酿成Bi相,对焊料基体起到第二相强化的作用,因此,Bi元素的添加会普及焊点的剪切强度。
3 论断
1)低银系无铅焊料Sn1.0Ag中Bi元素的加入使焊料熔点缩短、润湿性普及、抗拉强度普及、焊点的剪切强度普及、IMC厚度变薄,普及了焊点的可靠性,证据Bi元素的添加对Sn1.0Ag焊料性能普及有一定真义。
2)少许添加Bi元素时,焊料的塑性上涨,但Bi元素添加量增大时焊料的断后伸长率缩短、塑性下落。
